Waar past Ppk in Lean Six Sigma Measure?
Binnen Lean Six Sigma gebruik je de DMAIC aanpak om processen stap voor stap te verbeteren. In de Measure fase breng je eerst de huidige prestatie van het proces objectief in beeld. Je wilt weten hoe het proces nu presteert, hoeveel variatie erin zit en in hoeverre de uitkomst voldoet aan de specificaties van de klant. Ppk past precies in die fase, omdat deze index laat zien hoe een proces zich over een langere periode daadwerkelijk gedraagt ten opzichte van de specificatiegrenzen. Daarmee maak je de nulmeting concreet en leg je een feitelijke basis voor de rest van het verbetertraject.
Dat is belangrijk, want veel organisaties starten al snel met oplossingen terwijl de echte prestatie nog niet scherp is. Ppk helpt om dat te voorkomen. Je ziet niet alleen of de spreiding te groot is, maar ook of het procesgemiddelde te dicht tegen een onder of bovengrens aan zit. Stel dat een productieproces op papier stabiel lijkt, maar de metingen structureel dicht tegen de bovengrens aan liggen. Dan lijkt er weinig aan de hand, terwijl het risico op afkeur in de praktijk groot is. Juist daarom is Ppk in de Measure fase zo waardevol. Het maakt zichtbaar wat de klant werkelijk ervaart en geeft richting aan de analyse in de volgende DMAIC stap.
Ppk gebruik je in de Measure fase om de huidige procesprestatie objectief vast te stellen.
De maat laat zien hoe een proces over tijd presteert ten opzichte van specificatiegrenzen.
Een goede nulmeting met Ppk voorkomt dat je te vroeg op oplossingen stuurt.
Wat is Ppk (Process Performance Index) precies?
Ppk staat voor Process Performance Index. Het is een kengetal dat laat zien hoe een proces over een langere periode presteert ten opzichte van de gestelde specificatiegrenzen. Daarbij kijk je niet alleen naar de spreiding in de uitkomsten, maar ook naar de vraag of het procesgemiddelde netjes tussen de ondergrens en bovengrens ligt. Dat maakt Ppk vooral waardevol in Lean Six Sigma wanneer je de werkelijke procesprestatie wilt beoordelen. Niet de theoretische potentie, maar wat het proces in de praktijk daadwerkelijk laat zien.
Ppk meet de feitelijke procesprestatie over tijd
Ppk vergelijkt procesuitkomsten met specificatiegrenzen
Ppk houdt rekening met spreiding én centrering
Ppk gebruikt de totale variatie in de dataset
Ppk is vooral bruikbaar als nulmeting in de Measure fase
Juist dat onderscheid maakt Ppk zo relevant voor verbetertrajecten. Een proces kan namelijk op sommige dagen goed draaien, maar over meerdere weken toch te veel variatie laten zien. Dan valt de Ppk lager uit dan je misschien op basis van losse metingen zou verwachten. Stel dat een verpakkingsproces meestal binnen specificatie produceert, maar bij ploegwissels of na omstellingen meer afwijking laat zien. Dan neemt Ppk die extra variatie gewoon mee. Daardoor krijg je een eerlijker beeld van wat de klant of eindgebruiker daadwerkelijk ervaart.
Wat is Pp en wat is het verschil met Ppk?
Pp staat voor Process Performance. Net als Ppk is het een maatstaf om te beoordelen hoe een proces presteert ten opzichte van de specificatiegrenzen. Bij Pp kijk je vooral naar de totale spreiding van het proces over een langere meetperiode. Daarmee geef je antwoord op de vraag: hoe breed is de variatie in verhouding tot wat de klant nog acceptabel vindt? Pp zegt dus iets over de algemene procesprestatie, maar kijkt nog niet specifiek naar hoe goed het procesgemiddelde tussen de grenswaarden ligt.
Pp vergelijkt de totale procesvariatie met de specificatieruimte
Pp laat zien of de spreiding van het proces acceptabel is
Pp is een globale maat voor procesprestatie over tijd
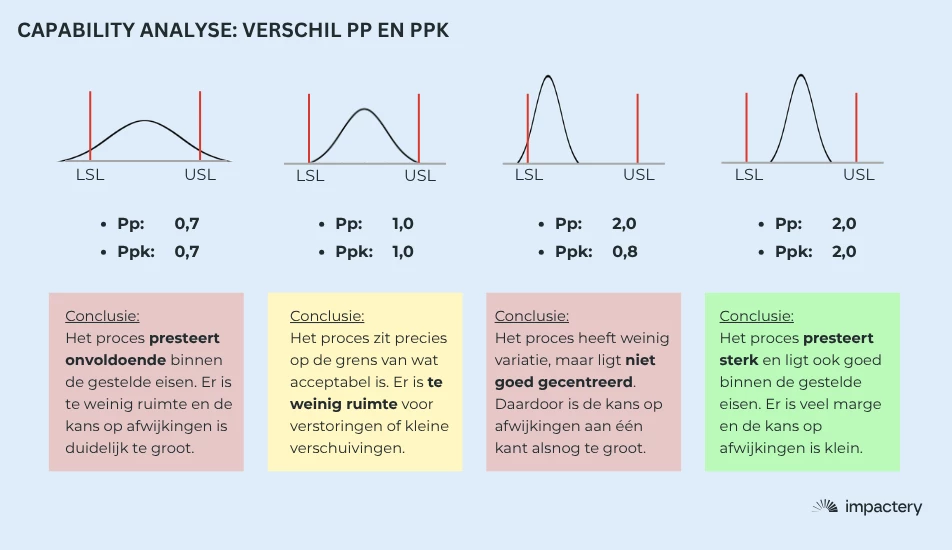
Het verschil met Ppk zit in de centrering van het proces. Ppk kijkt namelijk niet alleen naar de spreiding, maar ook naar de positie van het gemiddelde ten opzichte van de ondergrens en bovengrens. Daardoor is Ppk in de praktijk informatiever. Een proces kan namelijk een redelijke Pp hebben omdat de spreiding beperkt is, maar toch een lage Ppk omdat het gemiddelde te veel naar één kant verschoven is. Stel dat een boorproces vrijwel altijd met weinig variatie werkt, maar structureel net te dicht tegen de bovengrens aan zit. Dan oogt de spreiding misschien netjes, maar is het risico op afkeur alsnog te groot. Juist daar maakt Ppk het verschil zichtbaar.
Pp kijkt vooral naar spreiding, Ppk naar spreiding én ligging
Ppk geeft daardoor een realistischer beeld van klantimpact
Gebruik Pp voor inzicht in breedte, en Ppk voor echte prestatiebeoordeling